










DNCЙиұёОпБӘ / ЙиұёОпБӘ КэҫЭ»ҘНЁ

CAXA DNCЙиұёОпБӘИ«ГжЦ§іЦРВТ»ҙъөДКэҝШПөНіЈ¬ИзSIEMENS828D/840DslЎўИэБвПөНіНшҝЁНЁС¶ЎҪІЙјҜЎўВнФъҝЛSmoothПөБРЎўHAASПөНіҙ®ҝЪІЙјҜЈ¬ТФј°ҝӯ¶чөЫЎў»ӘЦРөИ№ъІъКэҝШПөНіЈ¬Ц§іЦёчЦЦ»щЎҝУЪPLC/HMIҝШЦЖөД№ӨТөЧФ¶Ҝ»ҜЙиұёЈ¬И«ГжКөПЦЙиұёУлЙиұёЎўЙиұёУлИЛЎўҙ«ёРЖчәНЦЗДЬЎ©ТЗұнЦ®јдөД»ҘБӘ»ҘНЁЈ¬ОӘ№ӨТөОпБӘНшУҰУГМṩБЛКэҫЭІЙјҜТФј°ҙжҙўЎў№ЬАнөДЖҪМЁЎЈПөНіТ»·ҪГжҪУКХАҙЧФMESПөНіөДјЖЈА »®ЦёБоЈ¬ІўҪ«ЙъІъЦёБоЎўКэҝШіМРтөИРЕПўҙ«өЭёшіөјдПЦіЎәНЙиұё;БнТ»·ҪГжЈ¬Ҫ«КөКұІЙјҜөҪөДЙиұёј°ЙъІъРЕПўЈ¬ҫӯ№э·ЦОцЎўјЖЛгәу·ҙАЎёшMESөИПөНіЈ¬ЧчОӘҝЖС§ҫцІЯөДТАҫЭЎЈCAXA DNCЙиұёОпБӘКЗCAXA MESЦЖФм№эіМ№ЬЎцАнөД»щҙЎәНәЛРДЎЈ
ЎЎЎЎ
ЎЎЎЎМфХҪ
Ўс ИзәОМбЙэИЛәНЙиұёөДРӯН¬Р§ВКЈҝ
NCіМРтОЮРт№ЬАнЈ¬ҫӯіЈДГІ»өҪәПККөДјУЎРЎЎ№ӨіМРтЈ¬·ПЖ·Ж«ёЯЈ»
ОӘС°ХТNCіМРтөјЦВЎЙҙуБҝ№ӨКұөДАЛ·СЈ»
ЙъІъПЦіЎОЮ·ЁЦұҪУІйҝҙНјЦҪЎў№ӨТХЎўNCОДјюөИјјКхЧКБПЈ»
Ўс ИзәОҝмЛЩХТөҪЙъІъЖҝҫұЈҝ
ИзЎхәОҝмЛЩХТөҪИЛЎў№ӨЎўБПЎў·ЁЎў»·ЦРДДёц»·ҪЪөјЦВЙъІъЖҝҫұЈ»
Ў°ҝЁІұЧУЎұЗйҝціцПЦЎЮФЪДДР©ЙиұёЈ»
Ўс ИзәОҰоМбёЯЙиұёөДФЛЧӘР§ВКәНК№УГКЩГьЈҝ
ЙъІъПЦіЎЙиұёРЕПў·ҙЎЮАЎІ»ј°КұЎўІ»ЧјИ·Ј¬ОЮ·ЁКөКұБЛҪвіөјдЙъІъРЕПўЈ¬¶ФУЪЖҝҫұЙиұёөДЙъІъјЖ»®°ІЕЕИ«ЖҫЎ°ЕДДФҙьЎұЈ¬Г»ЎпУРКэҫЭЧцЦ§іЦЈ»
ОЮ·ЁКөКұБЛҪвЙиұёөДК№УГЗйҝцЈ»
ЎЎЎЎ
ЎЎЎЎУЕКЖ
Ўс Ц§іЦКРГжЙПЛщУРЦчБчКэҝШПөНі
Ўс »щУЪCAXA EAPЖҪМЁөДНіТ»јЬ№№©–Ј¬КөПЦКэҝШіМРтөИјјКхОДјюөД№ЬАнёь·ҪұгҝмҪЭЎў°ІИ«ҝЙҝҝ
Ўс Ц§іЦЛщУРКэҝШПөНіөДКэҝШіМРтЧФ¶Ҝҙ«КдЙиұёЧҙМ¬ЎўЧФ¶ҜІЙјҜ
Ўс Ц§іЦ¶аЦЦ·ҪКҪЧФ¶ҜјЖЛгЙиЁҺұёЧЫәПФЛРРР§ВКәНЎфНіјЖұЁҫҜРЕПў
Ўс ҪбәПЧФ¶ҜІЙјҜөДЙъІъКэҫЭЈ¬НЁ№эРЕПў»ҜКЦ¶ОЦұ№ЫХ№КҫіөјдПЦіЎЙиұёөДЙъІъЎъ№эіМ
Ўс МṩУлMESЎўERPөИРЕПўПөНіКэҫЭөДұкЧјҪУҝЪ
Ўс И«РВөДИэҙъЦЗДЬЦХ¶ЛЈ¬ёьҝЙҝҝөДЁyНЁС¶ЎўІЙјҜДЬБҰЈ¬ёь·бё»өДУҰУГіЎҫ°
ЎЎЎЎ
Ўс ҙъВл№ЬАн
ЎЎЎЎDNCҙъВл№ЬАнДЈҝйКЗ»щУЪCAXAРӯН¬№ЬАнЖҪМЁ№№ҪЁөДҙъВлУлПа№ШОДөө№ЬАнИнЎФјюЎЈЛьТФІъЖ·Ҫб№№ОӘәЛРДЈ¬ЧйЦҜәН№ЬАнКэҝШјУ№Ө№эіМЦРУлјУ№ӨУР№ШөДёчАаЙијЖНјЦҪЎў№ӨТХЎўҙъВлОДөөЈ¬ҪвҫцОДөөөД№ІПнЎўІйСҜЎў°ІИ«ҝШЦЖј°°жұҫ№ЬАнОКМвЎЈ
ЎЎЎЎDNCҙъВл№ЬАнДЈҝйФЪЖуТөНкіЙЎ°ЛҰНј°еЎұөД№ӨЧчәуЈ¬јхЙЩЖуТөІй©–ХТҙъВлЛщУГөДКұјдЈ¬јхЙЩ°жұҫІ»НіТ»ФміЙөДІоҙнЎЈ
Ўс »ъҙІНЁС¶
ЎЎЎЎDNC»ъҙІНЁС¶ДЈҝйЈ¬ёәФрөЧІгөДОпАнБ¬ҪУЎў»ъҙІөДЎәјУ№ӨҙъВлҙ«КдЎў»ъҙІөДПа№ШОДјюҙ«КдЈЁАэИзө¶І№ОДјюЎўұЁҫҜРЕПўЎў»ъҙІІОКэЈ©өИЎЈЛьЦчТӘК№УГҙ®ҝЪ/НшҝЁ»мәПНЁРЕДЈКҪАҙҪвҫцКэҝШЙиұё»щҙЎБӘНшОКМвЈ¬ІўҪ«АлЙўөДЙиұёІўИлЖуТөҫЦУтНшЈ¬КөПЦҙъВлј°Ўс»ъҙІІОКэөИОДөөөДҙ«КдЎЈ
Ўс »ъҙІІЙјҜ

DNC»ъҙІІЙјҜДЈҝйЈ¬ЦчТӘКЗҪ«ЖуТөөДКэҝШЙиұёөДФЛРРІОКэј°јУ№ӨЧҙМ¬НЁ№эПа№ШУІјюәНИнјюөДЕдәПЧФ¶ҜІЙјҜөҪНшВзЁҲDNCөДКэҫЭҝвЦРЎЈDNC»ъҙІІЙјҜДЈҝйЈ¬Ц§іЦ¶аЦЦКэҫЭІЙјҜ·ҪКҪЎўКөКұјаҝШәНІЙјҜЎўКөКұҙжҙўҙуКэҫЭЎўЦ§іЦКУЖөөДјаҝШЎўІЙјҜЎЈ
ОӘұЈЦӨКэҫЭХжЎУКөЎўҝЙҝҝЈ¬ЛщУРКэҫЭөДІЙјҜ¶јУЙПөНіҝШЦЖЈ¬КөКұҪшИлЖуТөөДІЙјҜКэҫЭҝвЦРЎЈЎЎ
ЎЎЎЎ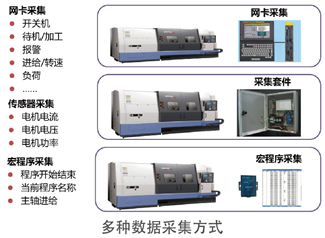
ЎЎЎЎ
Ўс НіјЖ·ЦОц
ЎЎЎЎDNCНіјЖ·ЦОцДЈҝйНЁ№э·ЦЎвОцІЙјҜЙиұёөДАъК·КэҫЭЈ¬Ҫ«ЙиұёФЛРРЧҙМ¬ЎўЙиұё№ӨЧчёәәЙөИКэҫЭҪшРР»гЧЬ·ЦОцЈ¬өГөҪУР№ШЙиұёФЛРРЧҙМ¬ЎўЙиұёФЛРРР§ВКөДұЁұнЈ¬ІўёщҫЭҝН»§Йи¶ЁөДІйСҜМхјюҪшРР·бё»¶аСщөДНјОДХ№КҫЎЈНЁ№эDNCНіјЖ·ЦОцДЈҝйЈ¬КөПЦФڰ칫КТјаҝШЛщЎУУРЙъІъЙиұёЧҙМ¬Ј¬ЖА№АКөКұЧјИ·өДІъЎвДЬЈ¬ІйХТЙиұёЖҝҫұЈ¬ІйХТІ»әПАнөДЙиЎвұёК№УГЗйҝцөИЎЈ
ЎЎЎЎ

ЎЎЎЎ
ЎЎЎЎЦ§іЦB/SЎў C/SЛ«јЬ№№Ҫб№№өДНіјЖ·ЦОцЈ¬ВъЧгФЪИОәОПФКҫЦХ¶ЛХ№КҫІЙјҜКэҫЭЈ¬ҝЙТФКөЎФКұІйҝҙЙиұёЧҙМ¬КөКұјаҝШЎўФЛРРИХЦҫ·ЦОцәНР§ВКЧЯКЖөИЎаРЕПўЎЈ
Ўс ПөНіјҜіЙ
ЎЎЎЎ1ЎўУлMESПөНіјҜіЙЈ¬НЁ№эЙъІъјЖ»®Ј¬Ҫ«NCіМРтЦұҪУЦёҰпЕЙөҪЙиұёЈ¬өұјЖ»®НкіЙәуЈ¬ҙУЙиұёЙПЙҫіэЈ¬РОіЙЎ°НЖДЈКҪЎұЎЈ
ЎЎЎЎ2ЎўCAXA DNCЙиұёОпБӘ2020°жМṩұкЧјWebServiceКэҫЭҪУҝЪЎЈ
ЎЎ
Ўс ЦЗДЬЁwЦХ¶ЛИ«ГжЙэј¶ЎӘөЪИэҙъТ»Ме»ҜЦЗДЬЦХ¶ЛИнјю&УІјю
ЎЎЎЎ
ЎЎЎЎ
ЎЎЎЎ
УҰУГұгҪЭРФ
И«РВЎ·өДҝЙКУ»ҜҙҘГюЈ¬ёьәГөДУҰУГМеЎМСй
ёьОИ¶ЁҝЙҝҝөДНЁРЕДЬБҰ
ёьЗҝөДА©Х№РЕПў·ҙАЎДЬБҰ
№ҰДЬА©Х№РФ
»щУЪWindowsЖҪМЁЈ¬ҝӘ·ЕРФәГ
ЦЗДЬЦХ¶ЛөДЕдЦГҝЙ°ҙРиСЎФс
ҝЙА©Х№УҰУГөҪОЮЦҪ»Ҝј°MESЕЙұЁ№ӨөИёь¶аіЎҫ°
ЎЎЎЎ
УҰУГ°ёАэ
ЎЎЎЎРВ»ӘТҪБЖНшЎнВзDNCПоДҝ°ёАэ
1ЎўПоДҝұіҫ°
ЎЎЎЎЙҪ¶«РВ»ӘТҪБЖЖчРөЁҸ№Й·ЭУРПЮ№«ЛҫЧщВдУЪЙҪ¶«ЧНІ©ёЯРВЗшЎЈҙҙҪЁУЪ1942ДкЈ¬КЗОТөіОТҫьҙҙҪЁөДөЪТ»јТТҪБЖЁzЖчРөЙъІъЖуТөЈ¬ПЦОӘ№ъјТТҪБЖЖчРөРРТөРӯ»б»біӨөҘО»Ј¬Пы¶ҫ№©УҰКТЙиұёЧЁТөОҜФұ»бАнКВіӨЎўГШКйіӨөҘО»Ј¬ұ»№ъјТ¶ЁГыОӘПы¶ҫГрҫъЙиұёСРЦЖЦРРДЎЈРВ»ӘТҪБЖКЗјҜІъЖ·ЙијЖЎўСР·ўЎўЙъІъЎўПъКЫУЪТ»МеөДҙуРНЧЫәПРФЖуТөЈ¬ПЦУөУРЙъІъ№ӨЁuі§6јТЎўЧУ№«Лҫ6јТЈ»Фұ№Ө2300¶аИЛЈ¬ЖдЦР№ӨіМЎцјјКхИЛФұ500¶аИЛЎЈ
ЎЎЎЎҫӯ№эІ»РёөДЕ¬БҰЈ¬РВ»ӘТҪБЖіЙОӘБЛөЪТ»јТФЪТҪБЖЖчРөРРТөЦРУөУР№ъјТЁҢј¶ЖуТөјјКхЦРРДәНОЁТ»өДЎ°ЈБЈБЈБЈБЎұј¶ұкЧј»ҜБјәГРРОӘөДЖуТөЈ¬2009ДкЎ°РВ»ӘТҪБЖЎұұ»№ъјТ№ӨЙМЧЬҫЦИП¶ЁОӘЎ°ЦР№ъіЫГыЙМұкЎұЎЈҪьјёД깫ЛҫіРөЈБЛ6По№ъјТ»рҫжјЖ»®Ј¬УөУР13По№ъјТ2ј¶РВІъЖ·Ј¬300¶аПо№ъјТЧЁАыЦӨКйЈ¬»сөГ¶аПоКЎКРј¶ҝЖјјҪшІҪҪұЈ¬ІўНЁ№эБЛISO9001ЎўISO13485ЎўCEөИИПЦӨЎЈ
ЎЎЎЎҪьјёДкЈ¬ЛжЧЕСРҫҝЛщёчПоЧКҪрөДіЦРшН¶ИлЈ¬№«ЛҫөДКэҝШЙиұёФҪАҙФҪ¶аЈ¬ФЪЙъІъЦРЖрөҪБЛФҪАҙФҪЦШТӘөДЧчУГЎЈХвР©КэҝШЙиұёЦчЎЖТӘјҜЦРФЪ»ъјУіөјдЈ¬ТСПФПЦіцБЛКэЧЦ»ҜіөјдөДіыРОЈ¬ёчј¶Бмөј¶јПЈНыНЁ№эПИҪшөДРЕПў»ҜКЦ¶О°СХвАпҪЁЙиіЙОӘҫЯУРКҫ·¶ТвТеөДКэЧЦ»ҜЎәЦЖФмөд·¶ЎЈ
2ЎўПоДҝҪЁЙиРиЎчЗу
ЎЎЎЎ2.1ЎўКэҝШЙъІъПЦЧҙ
ЎЎЎЎCAXAҫӯ№эөчСРЈ¬БЛҪвЎчөҪРВ»ӘТҪБЖКэҝШЙъІъөДКэҝШЙиұёПЦФЪ»№ІЙУГ¶аЦЦВдәу·ҪКҪКөПЦКэҝШіМРтөДҙ«КдәНКэҫЭұё·ЭЎЈУРК№УГЎрИнЕМЎўUЕМөДЈ¬УРЎюК№УГМЁКҪ»ъЎўұКјЗұҫөзДФөҘөгЎтҙ«КдөДЈ¬ЙхЦБ»№УРКЦ№ӨВјИлөДЈ¬ТСІъҰжЙъҙуБҝөДКэҝШіМРтЎЈЛжЧЕРВІъЖ·өДІ»¶ПҝӘ·ўСРЦЖЈ¬КэҝШіМРтөДКэБҝ»№ФЩІ»¶ПөДФцјУЈ¬іМРтөДҝЖС§»Ҝ№ЬАнРиЗуИХТжН»іцЎЈІўЎсЗТЙиұёГ»УРКөПЦПЦіЎЧҙМ¬өДјаҝШәНПЦіЎЎиКэҫЭөДІЙјҜЈ¬К№№ЬАнИЛФұ¶ФЙъІъПЦіЎИұ·ҰУРР§өД№ЬАнКЦ¶ОәНёДҪшТАҫЭЎЈІ»ҪцИзҙЛЈ¬әуРшөДРЕПў»ҜПөНіИзЦЖФмЦҙРРПөНіMESЎўЖуТөЧКЈАФҙјЖ»®ERPПөНіТІҪ«»бТтИұ·ҰөЧІгөДКэҫЭІЙјҜЖҪМЁЦ§іЦЈ¬¶шіЙОӘОЮФҙЎ©Ц®Л®ЎЈУРјшУЪҙЛЈ¬ОТГЗУРұШТӘ¶ФРВ»ӘТҪБЖКэҝШЙъІъКэҝШјУ№ӨПЦіЎҙжФЪөДТ»Р©ОКМвЧціцГиКцәН·ЦОцЎЈ
ЎЎЎЎ2.2Ўў¶ФҙжФЪОКМвөДҫЯМеГиКц
ЎЎЎЎ1ЎўіөјдПЦУРКэҝШЙиұёОӘЎш·ЦЕъ№әВтЈ¬ІЩЧчПөНіЦЦАа·ұФУЈ¬К№УГМЁКҪ»ъЎўұКјЗұҫөзДФRS232өҘөгҙ«КдөД·ҪКҪРиТӘ¶аЦЦҙ«КдИнјюЈ¬ҙ«КдКұЙиЦГВй·іЈ¬ФміЙР§ВКІ»ёЯЈ¬өўОу»ъКұЈ»Н¬КұЈ¬Жө·ұөДИИІе°ОRS232ҪУҝЪТІИЭТЧЛр»өҙ«КдјЖЛг»ъ»т»ъЁҖҙІЎЈ
ЎЎЎЎ2ЎўјјКхИЛФұНЁ№эUЕМЎўИнЕМҙ«КдіМРтЈ¬РиТӘФڰ칫КТЎэәНіөјдЦРјдАҙ»ШұјІЁЈ¬У°Пм№ӨЧчР§ВКЎЈКЦ№ӨЗ©ЙуЈ¬БмУГҙЕЕМБчіМН¬СщУ°Пм№ӨЧчР§ВКЎЈ
ЎЎЎЎ3ЎўК№УГUЕМҝЙТФҪвҫцИнҙЕЕМөДІ»ЧгЈ¬ө«ТІУРТ»¶ЁөДҫЦПЮРФЈ¬ИзУРөДЙиұёГ»УРЕдЦГUҝЪЎЈБнТ»·ҪГжЈ¬UЕМРҜҙшәНК№УГөД·ҪұгРФТІК№UЕМіЙОӘР№ГЬЎўҙ«ІҘјЖЛг»ъІЎ¶ҫөДЎФЧојСНҫҫ¶Ј¬ХвҪ«»бёшЖуТөәНЙиұёФміЙҫЮҙуөД·зПХЈ¬ёьәОҝцКЗЖуТөәНёЯҫ«јвЎўёЯјЫЦөЙиұёЎФЎЈ
ЎЎЎЎ4ЎўёчЦЦөЗВјЎў»ъҙІ¶ЛҝЪК№УГРЕПўОЮјЗВјЈ¬І»ДЬ·ҪұгөШІйҝҙЈ¬Г»УРіМРтҙ«КдіЙ№Ұ»тК§°ЬөДРЕПў·ҙЁҲАЎЎЈ
ЎЎЎЎ5ЎўІҝ·ЦКэҝШЙиұёДЪЎыҙжҝХјдУРПЮЈ¬ҙуБҝөДјУ№ӨіМРтІ»өГІ»ҪшРР·ҙёҙөДЙҫіэәНјьИлЈ¬ЦұҪУУ°ПмөҪКэҝШ»ъҙІөДК№УГР§ВКЎЈ
ЎЎЎЎ6ЎўұаіМИЛФұұаЦЖөДіМРтҙу©–¶ј·ЕФЪЧФјәөДОў»ъ»т»ъҙІПөНіДЪЈ¬Г»УРјҜЦР№ЬҝШЈ¬І»АыУЪ№ІПнәН№ЬЎЙАнЈ¬ТІГ»УРКэҫЭұё·Э»ъЦЖЎЈХвҪ«өјЦВЎъЦШёҙРФ№ӨЧчФц¶аЈ¬іЙКмөДҫӯСйОЮ·ЁјМЎуіРәНАыУГЎЈУІјюөДЛр»өЎнҪ«ЦұҪУөјЦВКэҫЭөД¶ӘК§Ј¬ОЮ·ЁНм»ШЎЈ
ЎЎЎЎ7ЎўіөјдХл¶ФІ»Н¬өДБгјюәНјУ№ӨОДөөЈ¬№ВБўұЈҙжЈ¬Иұ·ҰДҝВјКҪЈ¬БчіМ»ҜөД№ЬЁҚАнПөНіЎЈКЦ№ӨЙуЗ©№эіМТЧК§ҝШЈ¬¶ЁРНіМРт№йөөЛжТвЎЈ
ЎЎЎЎ8ЎўІъЖ·өДұдРОЙијЖј°ІъЖ·өДёьЎьёДЈ¬РиТӘУРР§¶ш°ІИ«өДҝШЦЖУЙҙЛІъЙъөДН¬Т»јУЁw№ӨОДөөәНҙъВлөДІ»Н¬°жұҫЎЈДҝЗ°ЖуТөТАҝҝјјКхИЛФұИЛ№ӨАҙЗш·ЦІ»Н¬°жұҫөДјУЎР№ӨОДөөЈ¬ХвЦЦОДөө°жҰОұҫ№ЬАн·ҪКҪІ»№ж·¶ЗТДСТФРОіЙ¶ФІъЖ·өДУРРт°жұҫ№ЬАнЎЈ
ЎЎЎЎ9ЎўјУ№ӨіМРтәНЦЖФмBOMЎў№ӨТХ№жҰЖіМКэҫЭ№ШБӘөДОКМвЎЈДҝЗ°КэҝШіМРтОЮ·ЁәН¶ФУҰBOMПВөДБгјюЈ¬ТӘК№ЛщУРNCіМРтКөПЦУлBOMҪб№№Ўў№ӨТХ№жіМ№ӨРтөДПОҪУЈ¬ПФЦшМбёЯNCіМРт№ЬАнөД№ж·¶ЎвРФЈ¬АыУЪПВТ»ҙОіМРтөДөчУГЎЈ
ЎЎЎЎ10ЎўұаіМИЛФұИұЙЩ·ҪұгҝмҪЭөДіМРтДЈДв·ВХжЈ¬ЦЗДЬЎбұИҪПөДИнјю№ӨҫЯЈ¬ҫӯіЈФміЙПЦіЎРЮёДіМРтР§ВКөНПВЈ¬У°ПмЙъІъЎЈ
ЎЎЎЎ11Ўў»ъҙІ№ӨЧчЧҙМ¬РЕПўІ»ДЬј°Кұ·ҙАЎәНІЙјҜЈ¬¶ФУЪ№ЬАнХЯ¶шСФОЮ·ЁБЛҪвПЦіЎөДјУ№ӨЧҙМ¬Ј¬ОЮ·ЁЦӘөА№ШјьјюөДјУ№ӨҪш¶ИЈ¬ХыёцјУ№Ө№эіМКЗёцЎ°әЪПдЎұЎЈХвСщІ»АыУЪ№Өі§ЙъІъИООсөДҪш¶ИјаҝШәНЙъІъДЬБҰЖҪәвЎЈ№ЬАнИЛФұ¶ФЙъІъПЦіЎТІИұ·ҰУРЎәР§өД№ЬАнКЦ¶ОәНёДҪшТАҫЭЎЈ
3ЎўCAXAөДҪвЎСҫц·Ҫ°ё
ЎЎЎЎЙПКцОКМвТСЦЖФјБЛРВ»ӘТҪБЖКэҝШЙъІъјУ№ӨР§ВКөДМбёЯәН№ЬАнЛ®ЖҪөДМбЙэЈ¬ЦЖФјБЛЖуТөөД·ўХ№ЎЈCAXAНшВзDNCІъЖ·ХэКЗОӘҪвҫцЦЖФмТөЖуТөХвТ»ОКМв¶шМбіцөДЎЈёГҪвҫц·Ҫ°ёТФіөјдDNCНшВзПөНіЧцОӘЖҪМЁЈ¬ФЪҙЛ»щҙЎНшВзЖҪМЁЁLЙПҪшРРКэҝШіМРтөДҙ«КдәН№ЬАнТФј°ПЦіЎКэҝШЙиұёөДјаҝШУлКэҫЭІЙјҜРЕПўөДҙ«КдЎЈТІҫНКЗЛөҙ«КдЎў№ЬАнЎўјаҝШөИТөОсУҰУГИ«ІҝТАНРУЪDNCНшВзЖҪМЁЈ¬№ІН¬№№©IіЙРВ»ӘТҪБЖКэҝШЙъІъНшВзDNCПөНіЎЈҙУұнГжЙПҝҙЈ¬КэҝШ»ъҙІНшВзDNCНшВзПөНіКЗЖуТөФ°ЗшНшПтЙъІъПЦіЎөДСУЙмЈ»ө«ҙУКөЦКЙПАҙҝҙЈ¬ХвІўІ»КЗјтөҘөДСУЙмЈ¬¶шКЗЖуТөЙсҫӯНшВзЎёЦчёЙәНЖуТөЙсҫӯД©ЙТөДХжХэБ¬ҪУЎЈК№РВ»ӘТҪБЖКэҝШЙъІъөДЙъІъЦЖФмДЈКҪ·ўЙъЦКөД·ЙФҫЎЈ
ЎЎЎЎұҫҙОРВ»ӘТҪБЖКэҝШНшВзDNCПөНіПоЎыДҝ¶ФРВ»ӘТҪБЖөДКэҝШЙиұёҪшРРDNCБ¬НшЈ¬КөПЦКэҝШіМРтөДҙ«КдЎўРЕПў№ЬАнәНІҝ·ЦЙиұёөД№ӨҝцІЙјҜЎЈ№ІјЖБӘНш23МЁЎЈ
ЎЎЎЎЙиұёБРұнЈәЈЁВФЈ©
ЎЎЎЎПаУҰИнјюДЈҝйОӘЈә
ЎЎЎЎCAXAНшВзDNCПаУҰДЈҝй¶ФУҰұнИзПВЈә

4ЎўПоДҝіЙ№ы
ЎЎЎЎНЁ№эРВ»ӘТҪБЖКэҝШЙъЎСІъНшВзDNCПөНіПоДҝөДКөК©Ј¬КөПЦБЛРВ»ӘТҪБЖ»ъјУіөјдЛщУРКэҝШЙиұёөДЧФ¶Ҝ»ҜіМРтҙ«КдЎўіМРт№ЬАнТФј°»ъҙІФЛРРЧҙМ¬КэҫЭөДјаІвІЙјҜУлНіјЖ·ЦОцЈ¬ҙоҪЁіЙКэЧЦ»ҜіөјдөДЖҪМЁЎЈК№РВ»ӘТҪБЖКэҝШЙъІъФЪПВБРјёёц·ҪГжөГТФКЬТжЈә
ЎЎЎЎ4.1ЎўНЁРЕ·ҪГжЈә
КөПЦЛщУРКэҝШ»ъҙІөДНЁРЕҝШЦЖЎЈІЩЧчЎиХЯЦ»РиТӘФЪКэҝШЙиұёөДҝШЦЖГж°еЙПКдИлөчУГЁ“ЦёБоЈ¬ЛІјдјҙҝЙҙУНшВз·юОсЖчЙПөчИлЛщРиөДјУ№ӨіМРтЈ¬ІЩЧчХЯТІҝЙТФёщҫЭКЪИЁҪ«ЎЮТСҫӯөчКФәГөДіМРтҙжИлКэҫЭҝвЎЈН¬Т»КұҝМЈ¬¶аМЁ»ъҙІҝЙТФН¬КұөчУГН¬Т»МхіМРтЎЈ
ИЎПыИнЕМЎўUЕМЧчОӘҙ«КдФШМеЈ¬ТтИнЕМөДИЭБҝЈА ЦКБҝј°ЖдЛыФӯТтЈ¬ФміЙЖдІ»ҝЙҝҝЎЈUЕМФміЙІ»°ІЎоИ«ЎЈИЎПыПЦіЎјЖЛг»ъЎЗөДөг¶Фөгҙ«Кд·ҪКҪЈ¬ТтОӘХвЦЦ·ҪКҪТІІ»°ІИ«Ј¬ІўФміЙ№ЬАнВй·іЎЈХвР©¶јУ°ПмөҪ»ъҙІөДУРР§јУ№ӨКұјдЎЈ
МṩNCіМРтұајӯЎўұИҪПЎў·ВХжЎўіМРтЧӘ»»өИ№ҰДЬөИөИЎЈ
ЎЎЎЎ4.2ЎўіМРт№ЬАн·ҪГжЈә
ЛщУРУРУГөДјУ№ӨіМРтҪ»ёш·юОсЖч№ЬАнЈ¬ҪвҫцҙуБҝјУ№ӨіМРт№ЬАнЧҙМ¬ОКМвЎЈҝЙёщҫЭЎюІ»Н¬өДИЛФұЈ¬І»Н¬өДІъЖ·ёіУиҪЗЙ«ИЁПЮЈ¬ЧцөҪКэҫЭөД°ІИ«РФЎҪ№ЬАнЎЈ
КөПЦјУ№ӨіМРтұаЦЖЎўЙуЗ©ЎўКФЗРЎў¶ЁРНЎў·вҙжөДБчіМЈ¬К№өГјУ№ӨіМРтөДөчУГКөПЦБчіМ»ҜЈ¬ІўКөПЦЖдИ«ЙъГьЦЬЖЪ№ЬАнЎЈ
ЛщУРІЩЧч¶јұ»РВ»ӘТҪБЖКэҝШЙъІъНшВзDNCПөНіјЗВјФЪ°ёЈ¬МṩИХЦҫ№ЬАнәНЧоРВ°жРЕПўЈ¬ҪвҫцКэҝШ»ъҙІҰШЎЎјУ№ӨіМРтЧоРВ°жұҫИ·¶ЁОКМвЈ¬Н¬КұТІҪвҫцЧоРВ°жұҫөДұЈҙжОКМвЎЈ
НшВзDNC№ЬАнДЈҝйМṩБЛјУ№ӨіМРтөДКчРНДҝВјКҪ№ЬАн№ҰДЬЈ¬ҝЙТФ¶ФБгјюПаУҰөДНјәЕЎўБгјюҙъәЕЎў¶ФУҰөД»ъҙІЎўУГ»§ГыіЖЎўёьёДИХЖЪөИРЕПўҪшРР№ЬАнЈ¬ҙЛНвЈ¬КэҫЭҝвЦРөДіМРтҝЙТФ№ШБӘЧўКНЎў№ӨТХТӘЗуЎўө¶ҫЯЗеөҘЎўПа№ШНјЖ¬өИЈ¬¶ФГҝёціМРтТ»ДҝБЛИ»ЎЈёшНЖРРұкЧј№ӨТХЎўҝЙКУ»Ҝ№ӨТХМṩұгАыМхјюҰ· Ј¬ТІОӘөҘО»КэҝШјУ№ӨҫӯСйөД»эАЫМṩМхјюөИөИЎЈ
ЎЎЎЎ4.3ЙиұёјаІвІЙјҜәННіјЖ·ЦОцЈә
НЁЁҸ№эјаҝШПөНіЈ¬И·¶Ё»ъҙІөДКөјКЁzјУ№ӨР§ВКЎЈҝЙТФКөКұБЛҪв»ъҙІөДҙэ»ъ»тХЯФЛРРЧҙМ¬Ј¬ј°КұУҰ¶ФЙиұёәНЙъІъПЦіЎіцПЦөДОКМвЎЈ
ҝЙТФјаІвөҪЙиұё·бё»өДРЕЎуПўЈ¬ИзјУ№ӨҝӘКјәНҪбЎэКшКұјдЈ¬ұгУЪ№ЬАнИЛФұМбИЎРиТӘөДРЕПўҪшРР№ӨКұәЛЛгЈ»НшҝЁ»ъҙІөДЧӘЛЩЎўҪшёшұгУЪ№ӨТХИЛФұФ¶іМ·ЦЎчОцЎЈ
К№УГНіјЖ·ЦОцДЈҝйКөПЦЙиұёАыУГВКөД·ЦОцЈ¬ҝЙТФМṩіц·бё»өДұЁұнЈ¬јЖЛгіцЙиұёөДЎ№ҝӘ»ъВКЎўАыУГВКЈ¬Мṩёш№ЬАнИЛФұҪшРРПЦҪЧ¶ОІОҝјәНЧчОӘ№ЬАнёДҪшөДТАҫЭЎЈ
ЎЎЎЎ4.4ЎўР§ТжёЕЛг
ЎЎЎЎКэҝШ»ъҙІНшВзDNCУҰУГЈ¬К№»ъҙІөДіМРтҙ«КдР§ВКәНҙ«КдЧјИ·РФҙуҙуМбёЯЈ¬¶ФЙъІъ№эіМөДјаҝШЎў№ЬАнҫЯУРәЬҙуөДЎыёЁЦъЧчУГЈ¬К№КэҝШҰОЎЎіМРтөД№ЬАн№ж·¶»ҜЎўПөНі»ҜПтЗ°ВхіцБЛТ»ҙуІҪЎЈ
ЎЎЎЎ№ЬАнДЈҝйөДУҰУГК№№ӨТХОДјю/КэҝШіМРтөД№ЬАнЁҖёьјУҝЖС§Ј¬КэҝШіМРтХжХэөДіЙОӘ№Өі§өДТ»ЦЦЧКФҙұ»ұЈҙжПВАҙЈ¬ЧКФҙёҙУГФЩҙОМбёЯБЛЙъІъР§ВКЎЈИЁПЮЎўҪЗЙ«ЎўБчіМөД№ЬАнЎҫТІјхЙЩБЛјЖЛг»ъІЎ¶ҫәНР№ГЬКВјюөД·ўЙъЈ¬МбёЯБЛ№Өі§өДРОП󣬹ЬАнёьЎчјУҝЖС§УРР§ЎЈ
ЎЎЎЎНЁС¶ДЈҝйөДУҰУГМбёЯБЛіМРтҙ«КдР§ВКЈ¬ІўЗТјхЙЩіМРтҙнОуФміЙөД·ПЖ·әН·өРЮЎЈТФПЦУР23МЁЙиұёЈ¬ұЈКШ№АјЖГҝМЁЙиұёГҝМмГҝ°аҪЪФј15Ў«30·ЦЦУјЖЛгЈ¬ХыёцКэҝШіөјдГҝМмҫНҝЙТФҪЪФјҙуёЕ500·ЦЦУЈ¬ПаөұУЪ¶оНвФцјУБЛ1МЁЙиұёЎЈР§Тж»№КЗПаөұҝЙ№ЫөДЎЈ
ЎЎЎЎІЙјҜәННіЎэјЖ·ЦОцДЈҝйөДУҰУГЈ¬КөКұөДІЙјҜЙъІъЧҙМ¬Ј¬ҙУҙЦ·ЕРН№ЬАнПтҫ«Пё»Ҝ№ЬАнЧӘұдЎЈКЧПИҙУАН¶ҜјНВЙҝӘКјЈ¬ЦЖ¶ЁБЛЎхЎЎПкПёөДҪұ·Ј№жФтЈ¬°СҙуБҝП°ТФОӘіЈөДёЁЦъІ»ФцЦөКұјдЧӘұдіЙОӘЙиұёФЛЧӘөДФцЦөКұјдЈ¬ҙЩҪш°Ч°а¶аёЙЈ¬Т№°аІ»ЙЩёЙЎЈ»ъРЮЎўҝв·ҝЎў№ӨҫЯ№ӨЧ°өИәуЗЪІҝГЕТІУЙұ»¶ҜЧӘұдОӘЦч¶Ҝ·юОсЙъІъПЦіЎЎЈід·ЦМбёЯЙиұёөДАыУГЁҺВКЎЈР§№ы»№КЗПаөұГчПФөДЈ¬ҙу°лДкАҙ»ъјУіөјдөДФВІъЦөМбёЯБЛ20%¶аЈ¬Н»ЖЖБЛТ»З§НтФӘЎЈ
ЎЎЎЎ
ЎЎЎЎ
ФЪПЯ№әВт



